在家里焊接铝是一个困难的过程。复杂性是由于金属的特性,这使得铝的各个部分与其他物质很难连接。必须按照专门开发的技术连接铝,以确保焊接质量。重要的是主人的经验,他通过焊接连接铝制成的零件。
为什么铝焊接不好
许多人在家中尝试过焊接铝,并且很清楚:焊料不想粘在零件表面。这是由于在金属上形成了稳定的氧化膜,对焊料的附着力低。在家焊接铝的方法被简化为与保护膜的斗争。
在矿物学中,氧化铝被称为刚玉。它由透明的水晶组成,这些水晶是珍贵的宝石。刚玉具有不同的颜色,具体取决于杂质:铬呈红色,蓝宝石呈蓝色。氧化膜强度高,不能焊接。它必须从表面去除,然后开始焊接零件。

如何去除氧化膜
薄膜可以通过多种方式从金属表面去除,最有效的是化学和机械方法。这两种方法都需要在没有氧气的无空气环境中工作。
化学法是通过电解在钢坯表面沉积锌或铜。硫酸铜以浓缩溶液的形式应用于准备焊接的地方。将电池或其他电源的负极连接到干净的金属区域。铜线的一端连接到正极端子,另一端降低到铝表面上的溶液中。作为电解的结果,铜或锌以薄层沉积在铝上并牢固地粘附在铝上。现在你可以用锡焊接铝了。
油膜用于去除氧化物。对于这种方法,最好使用含水量低的合成油或变压器油。其他类型的油必须保持在+ 150 ... + 200°C的温度下,水会蒸发。在更高的温度下,内容物将开始飞溅。将脱水油涂在铝件的表面上。使用砂纸,您需要在应用层下方摩擦铝以去除氧化物。
金刚砂皮肤被手术刀、锯齿状烙铁头或从用锉刀摩擦的指甲上获得的铁屑代替。将芯片倒在油上,烙铁头在表面上摩擦,剥去氧化层。建议用热空气喷射加热一个大部件。用烙铁将焊料浸入油滴中并在焊接处摩擦。为了更好的焊接工艺,添加松香或其他助焊剂。
基于乙酰水杨酸或正磷酸、硼酸盐或钠酸盐的助焊剂已用于焊接铝线。松香很少使用,在铝的情况下是无效的。助焊剂用于焊接电线、锅和其他东西。
铝钎焊助焊剂
助焊剂具有高活性,因此在焊接后必须用水和碱溶液将其洗掉。小苏打很好地发挥了碱的作用。加碱后,用清水冲洗连接处。应保护呼吸器官免受助焊剂蒸气进入。它们会刺激黏膜并进入血液。其中最常见的需要单独考虑。
松香
松香是所有助焊剂中最受追捧的。它用于连接各种金属。它仅在没有空气的情况下对铝起作用,因此很少使用。使用松香的时间更多,效率更低。这种助焊剂不适合专业人士,它可以焊接,但连接质量不耐用。
粉末助焊剂
使用粉末焊剂通过气体燃烧器对铝进行钎焊。不建议在火焰中加入氧气,它会降低助焊剂的效率。最常见的助焊剂:
- F-34A;
- 硼砂;
- 乙酰水杨酸;
- 焊油。

F-34A 是一种活性助焊剂,含有 50% 氯化钾、32% 氯化锂、10% 氟化钠和 8% 氯化锌。该组合物与含有化学添加剂的焊料一起使用。它具有吸湿性并溶于水。
硼砂是一种粉末,在 700°C 熔化,溶于水,用柠檬酸水溶液洗掉。低成本不同。
乙酰水杨酸以阿司匹林片剂的形式存在。当用烙铁加热时,会释放出对人体健康有害的蒸汽,灼伤鼻子、眼睛和呼吸器官。
焊料脂肪由石蜡、氯化铵和锌、去离子水组成。对经过镀锡程序的预热部位进行良好焊接。铝件焊接后,建议将助焊剂残留物洗掉,否则会导致金属腐蚀。
液体助焊剂
液体助焊剂涂在薄薄的一层焊接处。使用烙铁时,它会随着燃烧烟雾的释放而迅速蒸发。 Flux F-64 含有氟化物、四乙铵、缓蚀剂和离子水。它可以很好地破坏氧化膜,有助于焊接大型铝工件。焊接铜、铝、镀锌铁等金属时使用。
F-61由三乙醇胺、氟硼酸铵和氟硼酸锌组成。用于在高达 250°C 的温度下对铝合金进行镀锡和焊接。 Castolin Alutin 51 L 由镉、铅和 32% 锡组成。在 160°C 以上的温度下最有效。
任何列出的助焊剂都有助于焊接铝盘,不同尺寸的铝坯,通过焊接连接硬铝,硬铝(duralumin)坯。
铝焊接用焊锡
用于焊接铝的焊料是在锌或铝的基础上制成的。添加剂被引入其中以实现各种特性:降低熔点,增加强度。它们在美国、德国、法国、俄罗斯生产。让我们考虑其中的一些。
一种常见且广为宣传的铝焊料是 HTS 2000。它由一家美国公司生产。实践证明了它的脆弱性:焊接部件允许空气和湿气通过。没有助焊剂就不能使用。
基于锌 (97%) 和铝 (2%) 的 Castolin 192FBK 在法国生产。 Castolin 生产 1827 和 AluFlam-190 焊料,设计用于在 280°C 下钎焊铜和铝。

Castolin 192FBK 是一种焊管,芯中含有助焊剂。它以条的形式生产,100 克的价格为 100-150 卢布。很好地焊接小孔和裂缝。
Chemet Aluminum 13 是在 640°C 及以上温度下焊接零件时使用的焊料。它基于铝(87%)和硅(13%)。焊料的熔化温度约为600°C。它以条的形式生产,每100克有25个。 100 克 500 卢布。一种称为 Chemet Aluminum 13-UF 的品种具有中空结构并在芯中包含助焊剂。 12 根重 100 克的酒吧的成本为 700 卢布。
国内企业也生产铝焊料。使用燃气燃烧器进行焊接时,使用品牌 34A 的成分。它在 525°C 的温度下熔化,很好地焊接合金 AMts、AM3M、AMg2。 100 克 700 卢布。
A 级由 60% 的锌、36% 的锡和 2% 的铜组成。在 425°C 熔化。生产的棒重 145 克。一根棒的成本是 400 卢布。
SUPER A+ 在新西伯利亚生产,是 HTS-2000 的类似物。它与SUPER FA品牌的口香糖一起使用。它的价格为 800 卢布。 100 克。在熔融状态下变得粘稠,需要使用钢工具对其进行整平。
包芯线
焊接铝件时使用助焊剂焊丝,不适合焊接。不使用带有药芯焊丝的气炬焊接铝。最好用电机焊接零件。
哪种烙铁合适
焊接什么,需要什么工具——这一切都取决于焊接区域。铝和铜的导热性很好,所以你需要一个强大的烙铁。零件面积1000平方厘米,烙铁功率50-60瓦。通常焊接两个或更多部件,在这种情况下,功率增加到 100 瓦。加热结时,适合使用功率较低的烙铁。针刺选择较宽,可在其上制作凹口以去除氧化铝膜。
需要考虑如何用烙铁焊接铝。这是在去除氧化膜和镀锡后用加热良好的工具完成的,焊料很好地附着在镀锡(使用特殊焊料镀锡)区域,任何烙铁都适用
铝钎焊炬
您需要知道如何使用气焊枪进行焊接。如果零件面积大,烙铁功率不够,就用燃烧器。最好使用气体,因为用气体燃烧器焊接铝具有很大的潜力。燃烧器迅速将零件的连接处加热到几乎铝的熔化温度。将带有焊料的助焊剂涂在连接处,用烙铁头平整并硬化。必须从焊接酸或其他助焊剂的残余物中清洗结。
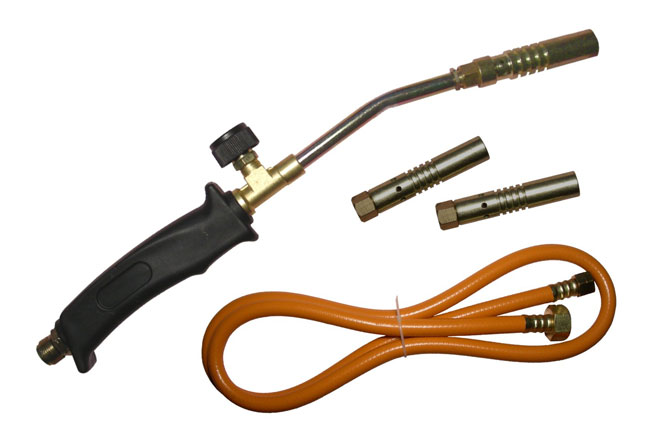
使用燃烧器时,必须遵守消防安全规则。附近不得有易燃液体或材料。
哪个更好 - 焊接或锡焊
这个问题的答案可能会有所不同。使用一种方法或另一种方法取决于部件连接后的使用情况。最好焊接汽车散热器。这种方法既便宜又可靠。牛奶瓶和其他食品储存容器最好焊接。焊缝更耐用,尤其是在较大尺寸的情况下。通常需要焊接由铝合金制成的零件。除了使用胶水之外,硅铝焊接实际上是唯一的连接方式。
在焊接和焊接方面,如果需要,您可以赚到很多钱。关于如何在冰箱中焊接铝管或修理自行车车架的问题经常出现。在车间,工作很昂贵:焊管 - 1000 卢布。和更多。通过焊接连接电线时,它们需要 15 卢布。对于每个。使用焊料修复由铝合金制成的自行车车架需要 500 卢布。修理平底锅将花费 100 卢布。除了这些金额之外,还应加上将产品运送到车间和返回的时间和金钱成本。
为了节省这笔钱,您需要学习如何自己焊接。为此,您需要以 700-1000 卢布的价格购买罐装燃气燃烧器。和焊料。您可以学习旧汽车散热器的表面处理和缝合。
类似文章: